
新人りんと学ぶ(株)大倉製作所の加工技術④
節分が過ぎ、バレンタインデーも終わり、気が付けばそろそろひな祭りだってことに気づきました。
え?私の周りだけ時間が加速している??そんなことあります?
凛としておだやかにの方のお知らせもして良いって言われたので、ここで宣伝しおきますね!

日本最大級のペットイベント
インターペット 東京 ~人とペットの豊かな暮らしフェア~
に、凛としておだやかにが初出展いたします。
期間:2023年3/30(木)~4/2(日) 初日はビジネス参加者向け
会場:東京ビックサイト
ブース:東ホール E1 M139
ご興味のある方はぜひ、ご来場ください。
チケットは前売り券のみなので、間違いのないようにお気を付けください。
また、大倉製作所としては2023年6/6(火)~6/9(金)に開催されます
FOOMA JAPAN 2023に出展したします。
こちらも会場は東京ビックサイト。
詳しい情報などは確定次第、ツイッターやインスタグラムなどでお知らせいたしますね。
さて、お知らせはここまでとしまして今月のお勉強にいきましょう!

先月はTIG溶接について学びましたので、今回はMAG溶接とYAGレーザー溶接について学んでいきたいと思います。
〇MAG溶接
簡単な解説から。
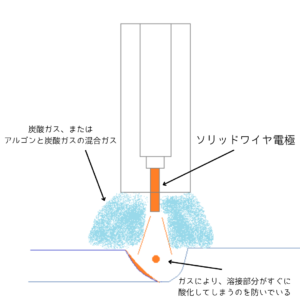
MAGとはMetal Active Gasの略で活性ガス(炭酸ガス、またはアルゴンと炭酸ガスの混合ガス)を使用するアーク溶接の一種で、「炭酸ガスアーク溶接」または「CO2溶接」とも呼ばれています。大倉製作所では、鉄系材料の半自動・ロボット溶接に使用されています。
はて半自動溶接ってなんぞや。
トーチのスイッチを押すとワイヤーが自動で出てきて母材に接触し、ワイヤーと母材を溶かして溶接、一体化させることができます。
アーク溶接(手棒)と比べて楽に効率良く溶接ができる機械のことを言います。
仕組みとしてはこんな感じです。
絵が下手なのはご愛嬌ということで。
この出ているガスはシールドガスと言われ、大気中の窒素や酸素の悪影響から溶接金属を保護するためのものです。
このシールドガスがないと、溶接部分に空気が入り、まるで気泡が入ったかのようなブツブツになってしまうんだそうです。
それは見た目がよくないですよね。
他にもシールドガスには、アークを安定して維持して、持続させる効果もあります。
これにより、溶接の部分を綺麗に一定に盛ることができるんですね。

このMAG溶接、主に鉄製品の溶接で行われるので、実は身近な製品の溶接によく利用されているんです。
例えば、こんなテーブルの脚の部分や、階段の柵。
公園の遊具などの製作の際に使われているので、恐らくこのモリモリっと接合部が盛り上がっている鉄のもの、一度は目にしたことがあるはず。
そして、溶接している際のビジュアル。そうこのビジュアル。
一般的に、溶接って言われてイメージするのってこの火花がバチバチと散っている様子なのではないでしょうか?

MAG溶接のメリットとデメリット
TIG溶接では、放電用電極がアークにより高熱を発し、その熱で溶接棒を溶かしながら母材を溶接していましたが、MAG溶接は自動で送り出されるワイヤーと、母材を溶かしながら溶接します。よって、溶着金属になる電極の溶着速度が速く、「母材の溶け込みが深いので作業効率が良い」というメリットがあります。
あともう一つのメリットはCO2溶接と比較すると、スパッタの発生が少ないということです。
デメリットとしてはシールドガスを利用しているので、風の影響を受けやすくなっています。
また、炭酸ガスとアルゴンガスの混合ガスを使用するため、非鉄金属(アルミニウム等)には使用できません。
大倉製作所では、ステンレスがメインとなりますが、こうした鉄製品などの溶接も可能です。
〇YAG溶接
YAGとはイットリウム・アルミニウム・ガーネット (Yttrium Aluminum Garnet)という結晶のことを指します。
YAGレーザーではYAG結晶に向けて強い光を照射してレーザー光を生み出しこれを熱源に母材を溶かして母材同士を接合するものです。
このレーザー光は近赤外光となっており、肉眼で確認することはできません。
そしてパワーやスポット径を変えることで、溶接以外の加工が可能になります。
YAG溶接のメリットとデメリット
細かい時間間隔で点滅をくり返す「パルスレーザー」としての特性が強いレーザーです。
要するに、薄ものの溶接に最適なんです。
1ショット当たり数ミリ秒の短時間で行われるため、母材への入熱が少なく、ゆがみの少ない溶接が可能となります。
なので、薄いステンレスの板同士を接合する場合に多く用いられます。
あと、驚いたのはYAGレーザーは美容レーザーとしても使われているんです。
いわれてみれば、脱毛クリニックさんなどでYAGレーザーの文字、見たことありますね。
思わぬところでの接点に驚きが隠せません。

そして、YAG溶接のデメリットは消耗品やメンテナンス作業が必要になってくることです。
フラッシュランプや冷却水などを定期的に交換する必要があり、溶接機内部で光学部品が使用されているため、クリーニングや調整などの定期的なメンテナンス作業も必要です。
またレーザー光が目に入った場合、網膜、視神経、水晶体の損傷などが起きる可能性があります。
目に見えないレーザーだからこそ油断しがちですが、人体への危険度が高いことに気を付けなければなりません。
~ちょっと小話~
※裏波溶接の話
大倉製作所では食品関係のお仕事を多く扱っています。
例えば、食材を入れるタンクや酒蔵さんで使われている醸造タンクなど。
そんな食品メーカーさんへ卸す製品には裏波溶接という方法を用いて、溶接を行います。
通常の溶接だと、表面だけを溶接するので、裏面から見ると母材と母材に微かな隙間ができています。

裏波溶接は表の溶接面だけでなく、配管やタンク内の溶接面にも溶接の溶着部分にできる帯状の盛り上がり(波)を出します。
これにより母材並みの強度が期待できます。
また内面に継ぎ目が出来ないため、液溜まりなどの発生を防止することができ食品・薬液配管部品などの製品に使用される方法です。
これにより管内の残留物が少なく洗浄効率を上げることができます。
ここまで、大倉製作所の主な溶接機器の勉強をしてきました。
次回はロールの機械について勉強をしていきたいと思います!
また、同業者様も見に来てらっしゃったり、別業界の方が溶接について知りたいと思われる方が読んでくださってりしていると思います。
ここ、ちゃんと勉強しておきなよ。とか、うちの新人にもこれ勉強させておくのにちょうどいいなとかあればお気軽にご連絡ください。
他業界の方も、これについて知りたいけど専門用語とか使われるとよくわからないし、なんだか怖い。なんて方がいらっしゃれば私が代わりに勉強して噛み砕いてご説明いたします!
お任せください。
新たな仕事にもどんどん取り組んで参りますので、お気軽にお見積り依頼などいただければと思います。
弊社営業が懇切丁寧に対応させていただきます。
以上、新人りんと学ぶ(株)大倉製作所の加工技術④でした。
来月もよろしくお願いします♪