
新人りんと学ぶ(株)大倉製作所の加工技術③
新年あけましておめでとうございます。
本年もよろしくお願いいたします。
こんにちは!新人りんです。今更、あけましておめでとうなの?と、思われたかもしれませんが、今年一回目のブログなので良いんです。
そして、今月で入社して半年となりました。
あっという間で、驚きが隠せません。
月日が流れるのが早すぎます!そう言えば、新人っていつまで名乗っていいものなんでしょうかね?
車の免許と一緒で一年間はとりあえず新人と名乗ろうと思っている私です。
さて、今月も元気にお勉強をしていきましょう!
今月は溶接について~と思い、まず大倉製作所にある溶接の機械について調べていたんですが、溶接って一つ取ってもめちゃめちゃ種類があるんですね。
その数種類もの機材を、製品により使い分けていると聞き、驚きが隠せません。
一から十まで勉強していると一生終わらない気がするので、大倉製作所にある設備とその溶接について勉強をしていこうと思います。
前回も記載しましたが大倉製作所には六種類の溶接の機械があります。
それを溶接の種類の表に当てはめていくとこうなります。

このように、大倉製作所では主に四種類の溶接ができるんですね。
①TIG溶接
②CO2/MAG溶接
③レーザー溶接
④スポット溶接
では、せっかくなので溶接については四種類、回を分けて勉強をしていきたいと思います。
大倉製作所で一番メインで使用している溶接機がTIG溶接となります。
なので、溶接の第一回目はTIG溶接について勉強していきたいと思います。
そもそも私が知っている溶接と言うと、実家が車の溶接・板金業をやっていたために、バチバチと火花の散る、半自動と言われる溶接しか知りませんでした。
なのに、会社見学で大倉製作所の工場内を見せてもらったときに一番驚いたのが、作業場が綺麗。
しかも、火花も散らず、スルスルっと溶接をしている現場を見たとき、私の知ってる溶接と違うって思いました(当然)。

そう言えば、大倉製作所のホームページのメイン画像にあるこの写真も全然火花散ってないもんな。と、今更ながらに気づいたりしました。
そもそもTIG溶接とはなんなのか。
TIG溶接とは
TIG溶接(ティグようせつ)とは、電気を用いたアーク溶接方法の一種である。TIGは、Tungsten Inert Gasの略で、タングステン-不活性ガス溶接の意であり、電極棒に消耗しない材料のタングステンを使用して、別の溶加材(溶接棒)をアーク中で溶融して溶接する方式である。国際的には、Gas Tungsten Arc Welding、略してGTAWまたはGTA溶接と呼ばれ、この呼び名の場合はプラズマ溶接も含まれる。
参照:Wikipedia
はいまた難しい専門用語ばかりでさっぱりなので、一個一個確認していきましょう。
まずはアーク溶接とは
アーク溶接(アークようせつ、英語:arc welding)とは、空気(気体)中の放電現象(アーク放電)を利用して、同じ金属同士をつなぎ合わせる溶接方法である。
どうしよう、調べた先でまた知らない単語がある。
アーク放電とは
電極に電位差が生じることにより、電極間にある気体に持続的に発生する絶縁破壊(放電)の一種。負極・正極間の気体分子が電離しイオン化が起こり、プラズマを生み出しその中を電流が流れる。結果的に、普段は伝導性のない気体中を電流が流れることになる。この途中の空間では気体が励起状態になり高温と閃光を伴う。
なんとなく分かったような分からないような?
一番身近なアーク放電は、電気を流しっぱなしのコンセントを抜いた時に見える光の筋。あれなんだそうです。
しかも、その放たれた光の温度は1000度以上になります。
え、なにそれ怖い。身近にそんな危険なものが存在することが怖い。
コンセントの事故がどれほど怖いものなのか、改めて考えさせられることにもなりました。
少し話が逸れてしまいましたが、その大きな力を利用して金属同士をつなぎ合わせるのがTIG溶接。
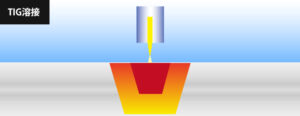
仕組みとしてはトーチの中の不活性ガス(大倉製作所ではアルゴンガス)にアークを発生させ、放電用電極に消耗しないタングステンを使用し母材となる金属を溶かしてくっつけます。
私、てっきりあのタングステンの先っちょが凄く熱くなっていて、それを金属に当てると溶けてくっつんだと思ってたんですけど、タングステンは絶対に母材に触れちゃいけないんですね。
ちょっとだけ私も触らせてもらったのですが、強い光が出るのでマスクをしてるじゃないですか。
あの視界の悪い中、ぐっと溶接部分に顔を近づけて、母材に触れないようにゆっくりとトーチを動かしていくのってすごい大変だなって。
端材でちょことだけ試しにやらせてもらった部分、ガッタガタでした。いや、初めからちゃんとできたら苦労はしないんですよね。
あと資格も必要なので、ちゃんと勉強と技術を習得した人のみができる職人技ですね。
そして、TIG溶接には母材によって直流と交流。流す電流を細かく変えて溶接を行います。
直流:鉄・ステンレス
交流:アルミ・銅
と、使い分けます。
直流と交流の違いは、直流は母材が陽極でタングステンが陰極で母材のほうが熱量が高くなるようにするんだそうです。
しかし、アルミは酸素と結合しやすく(簡単に言うと錆びやすい)そのため、表面に酸化被膜という目に見えない薄い膜を貼ります。
この酸化被膜があるために、アルミは錆を防いでいます。
その酸化皮膜は、溶接をする際にも実は重要になってきます。
先ほど、陰極と陽極の話をしたかと思いますが、酸化したアルミの皮膜は陽極化をしていて、その皮膜を壊さないとアルミは溶け出さないんです。
なので、交流(陰極と陽極を交互に流す)を行い、まず陽極で皮膜を除去し、陰極に切り替えて溶かしていきます。
なぜ、交互にする必要があるのかというと、ずっとタングステン電極が陽極になっていると消耗が激しくなるからだそうです。
なお、直流と言っても流すタイミングを早くしたり遅くしたりすることで、板厚が薄いものの裏面に影響を及ぼさないようにしたりなど、細かな設定が必要になってきます。
その設定も、ある程度の基本はありますが、あとは経験値から学び、どれくらいの量を出すか。速さはどれくらいにするか。を決めるんだそうです。すごい。
さて、TIGの仕組みが分かったところで、他の溶接機との違いや特徴を見ていきましょう。
〇利点
- ①溶接する金属を選ばない
- ②耐食性や靭性に優れた溶接で強度を高める
- ③溶接の品質が良い
- ④溶接部の仕上がりがきれい
- ⑤共付け(ナメ付け)が可能
- ⑥火花が出ては困る環境下での溶接が可能
- ⑦作業音が静か
〇欠点
- ①風の影響を受けやすい
- ②溶接速度が遅い
- ③ランニングコストがかかる
- ④作業者の熟練度で仕上がりが左右される
- ⑤保護メガネが必要(電気性眼炎予防)
作業の速さより、完成品の美しさを重視する溶接に向いているということですね。
TIG溶接について学んできましたが、こうやって学生の頃に習った理科や化学などちゃんと知識として利用できる場所があるんだなぁと改めて感じました。
学生時代は、いつこんな化学式やらなにやらを将来使うんだろう。なんて思っていましたが、こうして実際に色々なところでちゃんと使われているんですね。
そして、大人になっても学ぶことの多いこと多いこと。
人生はずっと学びの場であると実感します。
私は現場に出ることもなく、ただ皆さんの作業を見ているだけでしたが、こうして知見が広がるとこの作業は今後どのように繋がっていくのかなど見えてくるものが増えますね。
凛としておだやかにの方も、今月でブランド立ち上げからちょうど一年となります。
まだまだやりたいこと、知ってもらいたいこと。やらなければならないこと。たくさんありますが、大倉製作所の一員として、今年も頑張って励みたいと思います!
あと、個人的なことですが、入社して体重が5㎏増えました。怖い。
今まではどちらかといえばやせ型で、太ることはないのかな?なんて思っていたのに、ある年齢から一気に代謝が落ちたのか、なんなのか。
え?こんな一気に太る?ってくらいに体形が崩れました。泣きそうです。
なので今年はこの脂肪を筋肉に置き換えるべく、日々の運動をもっと増やそうかと思います。
目指せ体脂肪率20%台前半。健康寿命伸ばしていくぞー!
まだまだ求人募集中です。

現場の雰囲気だけでも見てみたい。など見学だけでもOKですので、お気軽にお問い合わせください。
詳しくはHPの採用情報をご確認ください。
みなさんも健康にお気をつけて。素敵な一年になりますように。